影像仪工作台平稳走位是精准测量的基础,日常作业中,经常出现工作台移动卡顿、走位不顺、中途停顿的问题,不仅拖慢检测效率,还会直接造成测量数据偏差。多数卡顿故障无需专业拆机维修,基本都是杂物阻碍、养护不到
各类测量检测仪器是工厂质检工作的核心设备,仪器的精准度直接影响产品品质判定。长期频繁使用、车间粉尘油污、环境波动以及操作磨损,都会造成设备精度偏移、运行故障。做好日常点检与保养是规避测量误差、延长设备
精密光学影像测量仪依靠识别工件边缘完成尺寸测算,日常检测中经常出现边缘识别偏移、取点不准、轮廓错位等偏差问题,造成测量数据忽大忽小、精度不达标。这类问题大多不是设备故障,主要由成像效果差、参数设置不
在工业精密生产和质检工作中,测试光学仪器和光学检测仪器十分常见,由于外观都依托光学成像工作,很多人容易将两者混淆使用。其实两款仪器的核心用途、工作目的和适用场景有着明显区别,分别对应生产调试和成品质
光学仪器在工件测量过程中,经常会出现测量数值频繁跳动、数值不稳定的情况,无法固定读数,严重影响质检工作的进度与精度。这种故障大多不是设备硬件损坏,主要由环境干扰、设备清洁不到位、参数设置不当或操作不规
使用3d测量仪作业时,最常见的突发问题就是设备与联机软件连接失败,设备无法被电脑识别,直接导致扫描、测量和数据导出工作停滞。多数连接故障并非设备硬件损坏,大多是线路、设置、程序运行异常等小问题造成的。
在工业产品质检场景中,3d光学影像测量仪和普通3d测量仪都是常用的检测设备,很多人容易将两者混淆。两款设备虽都能完成工件三维尺寸检测,但在检测方式、适用工件、测量精度和使用场景上有明显差异。分清它们的
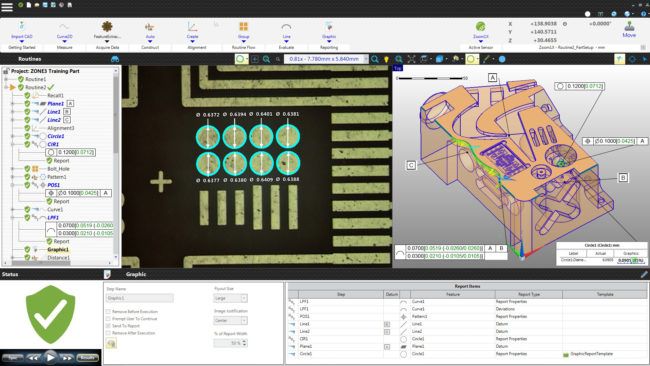
现在的影像测量仪大多支持CAD图纸导入自动编程功能,告别了传统手动打点编程的繁琐操作,大幅提升精密工件的检测效率和准确率。很多新手在操作时容易出现图纸无法识别、对位偏移、编程失效等问题,其实这套操作流
在工业精密质检领域,影像测量仪和三次元轮廓投影仪都是常用的尺寸检测设备,很多人容易将两款设备混淆,认为它们的测量功能基本一致。实际上两款设备的检测侧重点、适用工件、测量范围都有明显差异,适用的生产质检
光学测量仪器长期放置、车间环境变化以及日常频繁使用,都会让设备测量精度出现轻微偏移,导致检测数据不准。因此每次开机后的精度校准,是工件质检前必不可少的步骤。这套开机校准操作简单易上手,无需复杂专业操作
已收到您的个人信息,我们的工作人员将尽快与您联系。